Calculation of Carding:
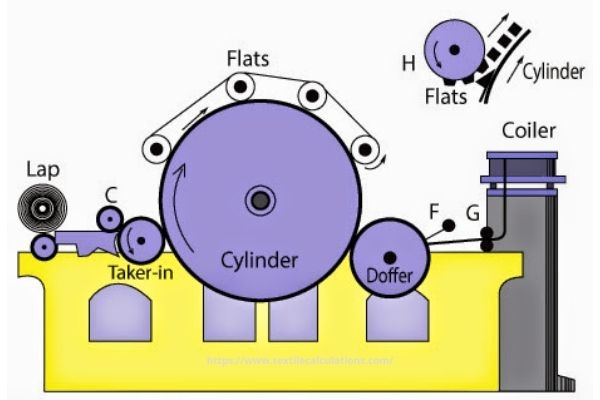
Carding is a mechanical process that breaks up, cleans, and intermixes fibers to produce a continuous web or sliver suitable for subsequent processing. Carding is one of the most important operations in the spinning process. It is called the heart of spinning. In this article, I have given various problems and solutions to carding. Before reading this article you should follow the formulas of carding operation.
Important Calculation of Carding:
Problem-1:
Calculate the cleaning efficiency of carding from the following data:
Trash in lap = 6.5 lbs
Trash in sliver = 1.5 lbs
Solution:
………………………………………………..Trash in lap – Trash in sliver
Cleaning efficiency of carding = ……………………………………………… X 100
……………………………………………………………Trash in lap
…..6.5 -1.5
= …………… X 100
………6.5
= 76.9%
= 77% (Ans).
Problem-2:
In a carding m/c D.C.P is 20 & draft constant is 2220. Find the draft of the m/c.
Solution:
We know,
………………..Draft constant
Draft = …………..……………………
……………Draft change pinion
…..2220
= ………..
……20
= 111. (Ans.)
Problem-3:
Find the required D.C.P from the following information-
Present D.C.P = 21 T
Present Hank = 14 Reqd Hank = 18.
Solution:
We know,
…………………………………………………..Present hank
Required D.C.P = Present D.C.P x ……………………….
…………………………………………………Required Hank
…………0.18
= 58 x ……….
…………0.16
= 65 T (ANS)
Problem-4:
Calculate the production/hr in kg of 10 carding m/cs from the following information –
Doffer r.p.m = 45,
Doffer dia = 27 inch,
Hank of sliver = 0.15s Ne,
Waste extraction = 4% &
Efficiency = 90%.
Solution:
…………………………….π x 45 x 27 x 60 x 90 x (100 – 4)
Production / hr = …………………………………………….……….. lb
…………………………………840 x 36 x 100 x 100 x 0.15
= 43.60 lbs.
= 19.78 kg. [1 kg = 2.204 lbs]
Production/hr of 10 carding m/c = 19.78 x 10
= 197.8 kg. (Ans.)
Problem-5:
Feed roller dia = 2.25 inch, Feed roller r.p.m = 4, Doffer dia = 27 inch, Doffer r.p.m = 30, Lap wt = 14 os/yd, Carding eff. = 90%. Find the prodn/hr in lbs.
Solution:
……………………….1 yd x 1 lb
Lap hank = …………………………….
………………….840 yds x (14/16)
= 1.36 x 10-3
……………Surface speed of delivery roller
Draft = …………………………………………………
……………..Surface speed of feed roller
…..π x 27 x 30
= …………………
….π x 2.25 x 4
= 90
We know,
…………..delivery hank
Draft = …………………….
…………….feed hank
Delivery hank = 90 x 1.36 x 10-3 = 0.1224.
We know,
………………………………π x D x N x 60 x 90
Production / hr = …………………………………… lb
………………………….840 x 36 x 0.1224 x 100
…..3.14 x 27 x 30 x 60 x 90
= …………………………………… lb
…..840 x 36 x 0.1224 x 100
= 37.11 lbs.(Ans.)
Problem-6:
The surface speed of the coiler wender rollers calculated & found to be 39.1 m/min. If the linear density of the sliver is 4 kilo Tex (4 kg/ km). What is the production per hr at 80% efficiency?
Solution:
Production = πDN x Efficiency
…………….80
= 39.1 x ……… m/min
……………100
…………….80 4
= 39.1 x ……… x ………… x 60 kg/hr
……………100 1000
= 7.50 kg / hr (Ans.)
Problem-7:
Here, doffer r.p.m = 1, Dia = 27 inch, sliver wt = 1 grain/ yds. Tension draft = 1. Find the production constant at 85% eff.
Solution:
…………………………………….πDN x 60 x eff .x sliver wt./grain x tension draft
Production constant = …………………………………………………….…………………………
………………………………………………………..36 x 100 x 7000
= 0.017 (ANS)
Problem-8:
Calculate the production in a card from the following details – Doffer r.p.m = 9.95, sliver wt 50 grains/yd, prodn const. 0.017, tension draft 1.03, efficiency 85%
Solution:
Production = Production constant x doffer r.p.m x T.D x sliver wt. gr/yd
= 0.017 x 9.95 x 1.03 x 50
= 8.71 lbs. (Ans.)
Problem-9:
Feed mtl wt. (lap wt) = 14 oz/yd, total draft of m/c = 105, doffer speed = 30, dia = 27 inch, eff. 85%. Calculate prodn in lb/hr.
Solution:
………………………..1 x 1
Lap hank = ……………………..
…………………..840 x 14/16
Feed hank = 1.36 x10-3
Draft hank = draft x feed hank
= 105 x 1.36 x10-3
= 0.1428
………………………….3.14 x 30 x 27 x 60 x 85
Production/hr = ………………………..…………….
………………………….840 x 36 x 0.1428 x 100
= 30.04 lbs (Ans.)
Problem-10:
Find the total prodn of a carding m/c for 1 hr with following details: doffer r.p.m = 10, dia = 27 inch, sliver hank = 0.15, eff. =90%.
Solution:
…………………………..π x D x N x eff .x 60
Production/hr = ………………..………………….
…………………………..lbs 36 x 840 x count
……3.14 x 27 x 10 x 60 x 90 x 1
= …………………………………………..
……….36 x 840 x 100 x 0.15
= 10.098 lbs (Ans.)
Problem-11:
Find the prodn calculation of carding m/c for 8 hrs with the help of following data: c. roller r.p.m = 80, dia = 4 inch, sliver hank =.14, eff. = 85%, tension draft =1.05
Solution:
………………………3.14 x 80 x 4 x 0.85 x 60 x 8
Production = ………………………………………………..
………………………………………….36
= 11393.536 yds/ 8 hrs
Production of Coiler Calender roller = 11393.536 x 1.05 yds/ 8 hrs.
= 11963.213 yds/ 8 hrs.
………………………………………………………………………..1
Production of carding machine = 11963.213 x ………………. lb/8 hrs
…………………………………………………………………3.14 x 840
= 101.72799 lbs/ 8 hrs. (Ans.)
Problem-12:
In a calculation of carding m/c it produces sliver wt. of 60 gr/yds when its DCP is 17. To produce sliver wt. of 70 gr/ yds then how many teeth of D.C.P should be used?
Solution:
……………………………….Present D.C.P. x Required wt of sliver
Required D.C.P. = …………………………………………………………………
………………………………………….Present wt. of sliver
………….90
= 17 x ……….
………….60
= 25.5
= 26 (ANS)
Problem-13:
The present produced sliver hank of a carding m/c is 0.16. Present D.C.P 18T. If reqd DCP is 22T, then calculate the sliver hank (required).
Solution:
……………………………………………………………………Present D.C.P.
Required sliver hank = Present sliver hank x ……………………………
…………………………………………………………………..Required D.C.P
…………….18
= 0.16 x ………
…………….22
= 0.130 (Ans.)
Very good post, that's help my works. Thanks.
Many culculation r tottally confusing me couse of not showing clearly r not in details
But i can solve all these calculation in simple way its my formulas only very simple nd clear
This comment has been removed by the author.